14年专注于精密铝件CNC车铣加工解决零件加工的精度与苹果等级外观问题



检测流程
测试标准
良品率
细孔加工
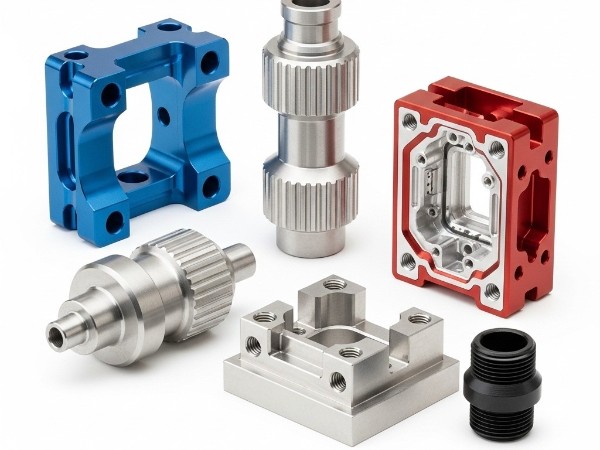
| 机加工类型 | 车床加工 | 货号 | 自行车飞轮座CNC加工高精公差控制 | 加工精度 | ±0.01mm (特定可达±0.005mm) |
| 加工材料 | 铝合金(55%),不锈钢,铜,钛合金 | 直径 | 30(mm) | 长度 | 50(mm) |
| 公差 | 0.015mm | 表面粗糙度 | Ra0.8 | 加工周期 | 8-15天 |
| 打样周期 | 1-5天 | 覆盖行业 | 光学,机器人,无人机,汽车,医疗等 | 铣削类型 | cnc加工 |

自行车飞轮座在追求轻量化的同时,需承受高扭矩冲击。我们通过五轴CNC设备对复杂薄壁结构进行精密加工,结合专用防变形夹具,将薄壁件变形量控制在0.01mm以内。对于花键齿形等关键配合面,采用±0.005mm的公差控制,确保与飞轮片、塔基的顺畅咬合,将变速响应速度提升15%,有效延长组件使用寿命。

自行车飞轮座常用高强度7系铝合金,其加工难度高,易产生应力集中。伟迈特凭借15600+款零件加工数据,优化切削参数与刀具路径,有效避免材料损伤,保持材料固有强度。结合IATF 16949质量体系及CPK≥1.33的量产控制,确保每批次飞轮座尺寸一致性达99%,降低客户来料检验成本20%,保障终端产品批次可靠性。

数控车床加工

cnc加工中心

五轴加工

表面处理工艺

我们拥有SQE工程师3名他们专注于色差管理通过严格的检测和控制确保镜头外壳的颜色与预期完全一致

我们还有15名具有10年以上技术经验的人员他们是团队的中坚力量为机械对焦镜头零件机加工 项目的顺利进行提供了坚实的保障。








联系伟迈特